Sprühdüsen
 Sprühen ist laut wissenschaftlicher Definition das Zerteilen einer Flüssigkeit in feinste Tröpfchen als Aerosol (Nebel) in einem Gas (üblicherweise Luft).
Sprühen ist laut wissenschaftlicher Definition das Zerteilen einer Flüssigkeit in feinste Tröpfchen als Aerosol (Nebel) in einem Gas (üblicherweise Luft).
Schmelzklebstoffe lassen sich im erwärmten, flüssigen Aggregatzustand nicht sprühen im Sinne dieser Definition. Mit den zurzeit möglichen Auftragstechniken lassen sich keine Tröpfchen erzeugen. John Dalton (1766 – 1844) war ein englischer Naturforscher. Er machte grundlegende Forschungen zur Atomtheorie und gilt als Wegbereiter der Chemie. Er definierte u.a. die Molekulargewichte der Elemente.
Schmelzklebstoffe haben lange bis sehr lange Molekularketten, die sich verschlaufen. Dies Verschlaufen verhindert die Tröpfchenbildung. Vergleichen lässt sich diese Verschlaufung mit gekochten Spagetti: Versucht man aus dem Kochtopf eine einzelne Nudel zu ziehen, verklebt bzw. verschlauft sich diese mit anderen Nudeln im Topf. Eine lange Kette miteinander verklebter Nudeln ist das Resultat.
Wasser hat einen Dalton-Wert von 18 Da (g/mol) und ist sprühfähig. Kautschuk, ein Bestandteil von Schmelzklebstoff, hat einen Dalton-Wert von 50.000 Da (g/mol) und ist nicht sprühfähig. Die langen Polymerketten zeigen sich als dünner Schmelzklebstofffaden. Dieser kann mit Druckluft verwirbelt werde. Dieser Wirbel entstehen erst durch den Aufbau der Düse.
Aufbau der Sprühdüse:
Zur Austrittsöffnung der Düse verjüngt diese sich. Daraus ergibt sich häufig eine Kegelform. Bei einer Düsenöffnung wird ein Innen- und Außendurchmesser angegeben. Der Innendurchmesser bestimmt die Menge des Schmelzklebstoffes.
Richtlinie: Kleiner Durchmesser – weniger Klebstoff, großer Durchmesser – mehr Klebstoff.
Sprühauftrag kann erst ab der Klasse pneumatischen Handgeräte erfolgen, da zum Sprühen Druckluft gebraucht wird. Die Druckluft wird über einen Schlauch zum Auftragsgerät geführt. Von dort erfolgt die Führung über Kanäle bis zur Düse. bei Auftragsköpfen kann die Druckluft über den heizbaren Schlauch vorgeheizt werden. Zum wirbelnden Austritt des Druckluftstromes können mehrere Düsenformen zum gewünschten Sprühbild führen. Im Folgenden sind zwei Formen dargestellt: Sprühdüse Form 1 - eingefräste Kanäle
Sprühdüse Form 1 - eingefräste Kanäle
Dralldüse – (Sprühdüse Form 1) Auf dem Düsenkegel sind kleine Kanäle eingefräst. Durch diese Kanäle wird die Druckluft geleitet und erzeugt einen Luftwirbel. Der Grad des Winkels der Fräsungen bestimmt die Sprühbreite des Auftragsbildes.
 Sprühdüse Form 1 - mit Luftkappe und Überwurfmutter
Sprühdüse Form 1 - mit Luftkappe und Überwurfmutter
Damit der Luftstrom in diesen Kanälen strömt, wird über die Dralldüse eine Luftkappe gesetzt. Durch die Luftkappe entsteht nun in den Fräskanälen der Hohlraum durch den die Druckluft entweichen kann. Der an der Düsenspitze austretende Klebstofffaden wird durch den Luftstrom mitgerissen und verwirbelt.
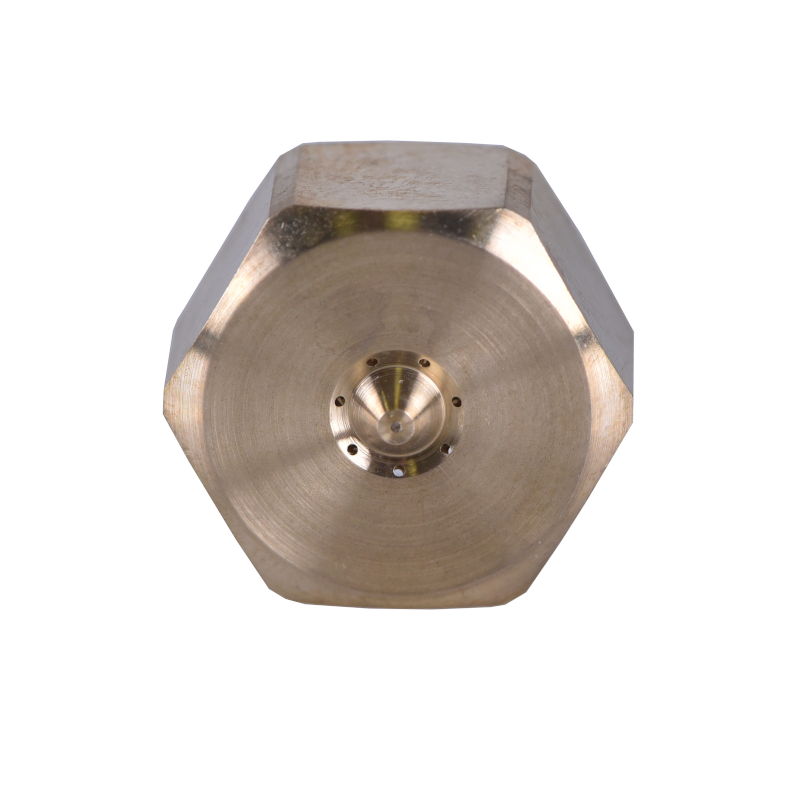
Sprühdüse Form 2 - Bohrlöcher
Das gewünschte Sprühbild kann auch durch Bohrlöcher in der Düse erreicht werden. Damit entfällt die Luftkappe und Überwurfmutter. Die Bohrgänge im Düsenkörper selbst sind schräg angeordnet, so dass der Luftstrom zur Düsenöffnung geführt wird. Die abgebildete Düse hat z.B. 7 Bohrungen, welche einen Sprühkegel von 60° erzeugen.
Sprühdüsen für Auftragsköpfe und pneumatische Handgeräte unterscheiden sich nicht im Aufbau.
Werkstoff
Messing kommt in der Düsenfertigung hauptsächlich als Material zum Einsatz. Die Düse ist weit weg von der Heizung des Schmelzgerätes. Daher bietet sich Messing mit seiner sehr guten Wärmeleitfähigkeit von 120 Watt (W/(m*K) an. Somit kann eine ausreichende Temperatur für den Klebstoffauftrag erhalten werden.
Verschleiß der Düse
Düsen sind Verschleißteile. Für einen sauberen Auftrag sollten sie regelmäßig von Klebstoffresten gereinigt werden. Verschleiß an der Innenbohrung entsteht durch das „Auswaschen“ durch den Schmelzklebstoff. Sprühen erfolgt ohne Kontakt zum Material.