Spray nozzles
 Spraying is, according to scientific definition, the separation of a gas into very fine droplets as an aerosol (mist) in a gas (usually air/oxygen).
Spraying is, according to scientific definition, the separation of a gas into very fine droplets as an aerosol (mist) in a gas (usually air/oxygen).
In the heated, liquid state of aggregation, hot melt adhesives cannot be sprayed in the sense of this definition. With the currently possible application techniques, no droplets can be produced. John Dalton (1766 – 1844) was an English naturalist. He conducted fundamental research on atomic theory and is regarded as a pioneer of chemistry. He defined, amongst other things, the molecular weight of the elements.
Hot melt adhesives have long to very long molecular chains that become entangled. This looping prevents the forming of droplets. This entanglement can be compared with cooked spaghetti: If one tries to pull a single noodle out of the saucepan, it sticks together with other noodles in the pot. A long chain of cooked pasta is the result.
Water has a Dalton value of 18 Da (g/mol) and is sprayable. Rubber, a component of hot melt adhesive, has a Dalton value of 50,000 Da (g/mol) and is not sprayable. The long polymer chains show up as a thin hot melt adhesive thread. This can be swirled with compressed air. This vortex arises solely due to the construction of the nozzle.
Construction of the nozzle:
This tapers to the outlet opening of the nozzle. The result is often a cone shape. Both the inner and outer diameter of the nozzle opening are specified. The inner diameter determines the amount of hot melt adhesive.
Guideline: Small diameter – less adhesive, larger diameter – more adhesive.
Spray application can only be performed with pneumatic hand-held devices, as compressed air is needed for spraying. The compressed air is led via a hose to the application device. From there, it is guided through ducts to the nozzle. For application heads, the compressed air can be preheated via the hot melt hose. To achieve the swirling form of the compressed air vortex, there are severable nozzle forms that can lead to the desired spray pattern. The following shows two such forms:

Spray nozzle, Form 1 - milled ducts
Swirl nozzle – (Spray nozzle, Form 1) Small ducts are milled on the nozzle cone. The compressed air is passed through these ducts and creates a vortex. The degree of the angle of the milling determines the spray width of the application pattern.
 Spray nozzle, Form 1 – with air cap and union nut
Spray nozzle, Form 1 – with air cap and union nut
In order for the air flow to flow into these ducts, an air cap is placed over the swirl nozzle. Due to this air cap, the cavity is created in the milled ducts, through which the compressed air can escape. The adhesive thread emerging at the nozzle tip is entrained and swirled by the air flow.
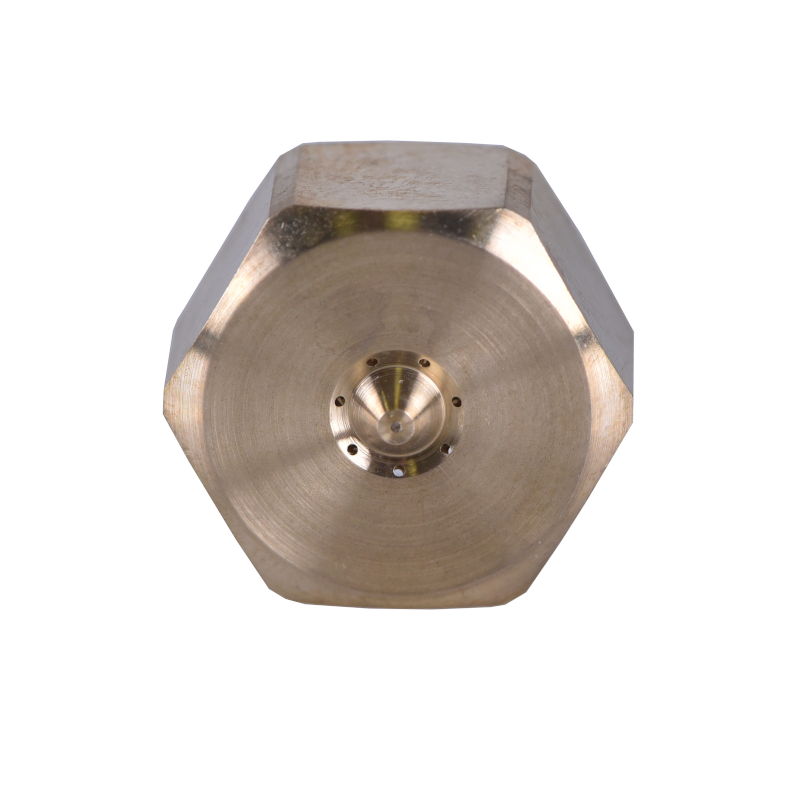 Spray nozzle, Form 2 - boreholes
Spray nozzle, Form 2 - boreholes
The desired spray pattern can also be achieved through holes in the nozzle. This eliminates the need for the air cap and union nut. The bores in the nozzle body itself are arranged obliquely, so that the air flow is guided to the nozzle opening. The nozzle illustrated has, for example, 7 bores, which produce a spray cone of 60°.
Spray nozzles for application heads and pneumatic hand-held devices do not differ in structure.
Material:
Brass is the mainly used material in the production of nozzles. The nozzle is relatively far away from the heating of the tank system and for this reason, brass, with its very good thermal conductivity of 120 watts (W/ (m*K), is suitable. Thus, a sufficient temperature can be achieved for the adhesive application.
Wear on the nozzle
Nozzles are subject to wear. In order to provide a clean application, they should be regularly cleaned of adhesive residue. Wear on the inner bore is caused by “washing out” by the hot melt adhesive. Spraying takes place without contact with the material.