Piston pump
Pumping system for adhesive. A pneumatic cylinder drives a second, smaller cylinder, which draws in and dispenses adhesive. Piston pumps are always double-acting, i.e. they convey in both the forward and return stroke. The adhesive pressure can be easily adjusted via the air pressure. The delivery rate adjusts automatically depending on the adhesive pressure and the number of users.
Operation of the piston pump
In hot melt tank systems, two systems have become established for the transport of the molten hot melt adhesive and generation of the necessary adhesive pressure for the application: the gear pump and the piston pump. A short animation provides a view into the housing:
Very good heating of the double-acting piston pump due to horizontal installation.
The horizontal double-acting piston pump is installed directly onto the bottom of the tank. When the tank heats up, the piston pump is also warmed up and the adhesive in the pump liquefies again. The pump is thus ready for operation.
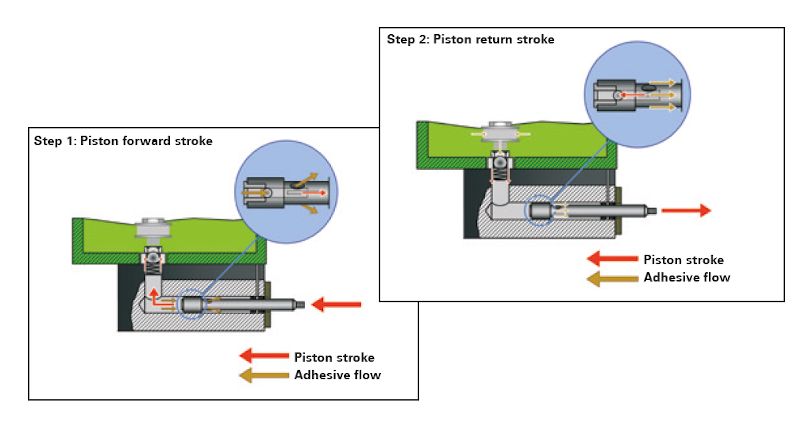
The 2-stroke piston pump is driven by a pneumatic cylinder. By driving the piston over the pump shaft, this oscillating cylinder ensures that the molten adhesive is sucked in by means of negative pressure.

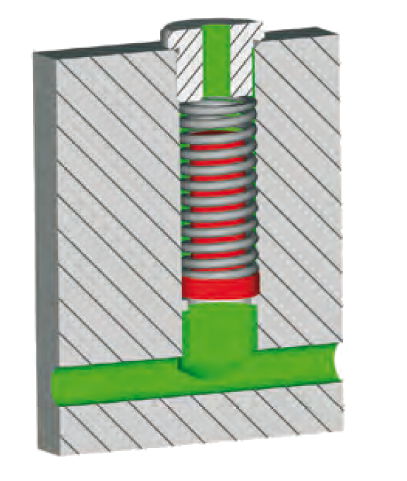
Pressure compensation: The pressure generated by the piston pump biases a compression spring via a piston. This pressure accumulator largely compensates for the pressure drop in the switching points.
The piston movement has two dead centres in the two-stroke rhythm, namely when it switches at the beginning and end of the cylinder: this would actually lead to an interruption of the adhesive flow. In order to ensure a uniform application pattern, for example, our HB 6000 series triggers a unique compensation valve at the moment of switching. The compensation valve reduces the pressure drop within the system, thus maintaining the uniform application pattern.
The intelligent system adjusts the flow rate of the hot melt adhesive automatically via the frictional resistance to the nozzle and the viscosity of the adhesive. If now, during use in the production, a second or further user (e.g. application head or hand-held device) is opened, the pressure in the system decreases and more adhesive is automatically conveyed. Thus, for example, the tank systems of the HB 6000 series can be individually adjusted to different flow rates. Fast and slow application lines are therefore possible. Our team will be pleased to advise you in this regard.
Unlike the gear pump, the piston pump tank system has no bypass. Unnecessary circulation of the adhesive is avoided – this contributes to the protection of the molten adhesive and maintains the processing quality.
The entire conveyor line is under pressure – any change of guns, heated hoses, handsets or nozzles would be very dangerous under this pressure. For this reason, an automatic pressure release valve has been built into the system of the HB: In the case of interruption in the compressed air supply and the electric voltage, for example when the system is switched off by the on/off button or by the EMERGENCY STOP switch, a valve opens, which clears the way back into the tank. A safe and easy change of hoses or Abnahmegeräten/ application devices can now take place.
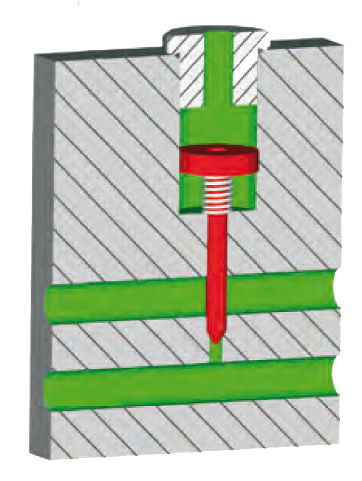
Pressure relief: The valve opens and allows the pressurized adhesive to flow back into the tank.
The relief of the system when the tank system is switched off has the further advantage that, when restarting, there is sufficient space in the system for the adhesive to expand when heated.
Tank systems with piston pumps are used primarily in the following areas:
- Packaging
- Display production
- Construction supply industry
- Upholstery industry
- Mattress manufacturers
Piston-pump-driven adhesive tank systems are frequently used in packaging applications. They meet all the requirements for integration into modern packaging systems.